
There was once a joke on friction color fastness that a guy was wearing his blue jeans and driving around in the white leather seats of his new Rolls Royce. However, when he was done driving around, he noticed that the white leather seats of his luxury car had turned blue. This was because his pants had lost their color due to the friction.

This joke shows a phenomenon called fabric rubbing color fastness, which is an indicator to assess the color loss of fabric when rubbed. Fastness to rubbing is divided into dry rubbing fastness and wet rubbing fastness, which correspond to the ability of garments to resist rubbing fastness in dry conditions and in wet conditions, respectively. Rubbing color fastness test principle is, under the specified conditions, a white rubbing cloth on a test sample with color rubbing back and forth. After rubbing a certain number of times, by evaluating the color transfer to the white rubbing cloth (can be compared by staining the color gray card or 9 levels of color staining gray depending on a level.) So the color fastness is expressed by the evaluation grade from the degree of color-staining of white cloth.
Clothes with bad rubbing color fastness is not only affect the taste of the people, but also easy to make a “color kiss” with related items, such as the seat surface or underwear fabric ,so this is a serious quality problem, which the textile production enterprises must strictly avoid. We found that most of the friction fastness failure is pants, this is because in the usual wear, pants friction will generally be more, especially in the hip and crotch, so you should especially pay attention to the problem of friction fastness when buy pants.


International Common Rubbing Color Fastness Test
The following 9 standard methods of rubbing color fastness are currently the most popular internationally
(1) ISO 105- X12:2016 “Color Fastness Test for Textiles Part X12: Color Fastness to Rubbing
(2) CAN/CGSB 4.2 No.22-2004 “Textile Test Method: Color Fastness to Rubbing
(3) GB/T 3920-2008 “Textile Color Fastness Test Rubbing Fastness
(4) AS 2001.4.3-1995 (R2016) “Textile Test Methods Part 4.3: Determination of Color Fastness to Rubbing
(5) AATCC 8-2016 “Rubbing fastness: rubbing tester method
(6) JIS L0849:2013 “Test Method for Color Fastness to Rubbing
(7) ISO 105-X16: 2016 “Textile Color Fastness Test Part X16: Rubbing Color Fastness – Small Area
(8) AATCC 116-2013 “Color Fastness to Rubbing: Rotating Vertical Rubbing Fastness Tester Method
(9) GB/T 29865-2013 “Textile Color Fastness Test: Rubbing Color Fastness Small Area Method
| 4 Kinds of Rub Resistance Color Fastness Standard Comparison | ||||
| Standards | GB/T 3920-2008 | AATCC8—2007 | AATCC 116-2010 | JIS L 0849-2004 |
| Simple Size/mm | 50×140 | 50×130 | Square with at least 25mm side length | Crock meter typeⅠ: 50×140Crock meter typeⅡ: 30×220 |
| Rubbing Header Size /mm | Round(general fabric) diameter: 16±0.1Square (pile type) 19×25.4 | Round diameter: 16±0.3 | Round diameter: 16±0.3 | Round diameter: 16±0.9 |
| Rubbing Header Vertical Pressure | 9±0.2N | 9±0.9N | 11.1±1.1N | 9±0.9N |
| Rubbing Stroke | 104±3mm | 104±3mm | none | 100mm |
| Rubbing Times | Rub 10 times in 10S | Rub 10 times in 10S | 40 trajectories in opposite directions(number of laps) | Rub 100 times in 200S |
| Rubbing Cloth Size | Non-pile: 50×50mmPile:25×100mm | 50×50mm | 51×51mm | 60×60mm |
| Rubbing Cloth Request | 100%cotton, whiteness (70±5)% | 100%combed cotton, whiteness (80±2)% | 100% combed cotton, whiteness (80±2)% | 100%cotton,85% whiteness |
| Water Moisture Of Rubbing Cloth/% | 95~100 | 65 | 65 | 100 |
| Running Direction | Rubbing cloth warp direction is the same as the running direction | Rubbing cloth warp direction is the same as the running direction | Fixed-point rotation | Rubbing cloth warp direction is the same as the running direction |
From the test apparatus, there are three types used to do rubbing color fastness test: parallel reciprocating type (commonly used in Europe, America and China), over-bridge type (commonly used in Japan) and rotary rubbing type. These rubbing resistance color fastness testing instruments are usually called crock meter, there are electric type and manual type.

Crock meter is generally constructed as follows (using the TESTEX electric crock meter as an example).

1.Handle of machine 2.Controller and display 3.Power switch
4.Support rod 5.Rubbing Head 6.Testing fabric
7. Rubbing Finger 8. Load weight 9. Testing fabric holder
10. Sample Holder

- LOGO of TESTEX
- Counter
- Start button
- Stop button

- Current Value
- Preset Value
- RESET key
- MODE key,press this key to enter the setting page
- Move the position when setting
- Increasing the key when setting
The test standard chosen by each country is different, plus the choice of crock meter is also different, and the friction dynamic range, speed, rubbing head pressure, size, rubbing cloth moisture content, humidification method, etc. will be different. So, what are the differences between parallel reciprocating type (commonly used in Europe, America and China), over-bridge type (commonly used in Japan) and rotary rubbing type?
1 Rubbing range
Parallel reciprocating rubbing range is generally (104 ± 3 ) mm or (103 ± 5 ) mm, the usual standards follow the AATCC8-2007 and GB/T 3920-2008.
over-bridge type for the Japanese friction fastness standard, friction color fastness meter type II, its reciprocating range of 100mm.
Rotary rubbing type is rotating around the center of the circle while above the sample, the contact surface is only the area of the circular rubbing head.
2 Rubbing speed and times
Parallel reciprocating rubbing type 60 times / min, 10 times reciprocating, a total of 10 s friction.
Rotary rubbing type 1 cycle / s, friction 20 cycles, a total of 20s friction.
over-bridge type 30 times / min, reciprocating 100 times, a total of 200s friction.
The Japanese standard has the highest number of friction, friction takes the longest time, so its longer friction course brings a more rigorous test, the same textile test results with this method is poor.
3 Rubbing head size and pressure
(1) Parallel reciprocating type rubbing head.
In addition to the standard specified rubbing head dimensions in the table above,American Standard A ATCC 8-2016, Australian Standard AS 2001.4.3-1995, Canadian Standard CAN/CGSB-4.2 NO.22-2004 cylindrical rubbing head diameter of (16 ± 0.1) mm, area 203.5 mm2, pressure of 9N.
International standard ISO 105-X12:2016 and GB/ T 3920-2008, with two types of rubbing head, one is a square rubbing head size 19mm × 25.4mm, area 482.6mm2, the other is a cylindrical rubbing head diameter of (16 ± 0.1) mm, area 203.5 mm2, pressure are 9N.
- Over- bridge type rubbing head.
Japanese standard JIS L0849: 2013 rubbing head is more special 20 × 20mm square, surface radius of 45mm curved.
(3) Rotary rubbing type head.
International Standard ISO 105-X16:2016, American Standard AATCC 116-2013, Chinese National Standard GB/T 29865-2013, the rubbing head of these standards is also cylindrical rubbing head diameter (16 ± 0.1) mm, area 203.5mm2, but the pressure is 11.1N .
4 Sampling direction
Parallel reciprocating type standard, Over- bridge type standard in addition to the U.S. AATCC standard is 45 ° oblique sampling, are warp and latitude sampling; Rotary rubbing type standard for a small area of fixed origin rubbing, can be sampled without cutting.
5 Moisture Content
The American AATCC standard of Parallel reciprocating type and Rotary rubbing type are required to wet rubbing cloth moisture content of 65%.
International ISO standards, and China GB standards require moisture content in 95% to 100%, but if the moisture content seriously affects the rating, you can use other moisture content, such as the common moisture content of (65 ± 5) %. Canadian CAN/CGSB standard, Australian AS standard and Japanese JIS bridging friction standard require a moisture content of 100%.
How do you do the colour fastness rubbing test?
What is a crock meter?How does a crock meter work?

We can find the answers through this test.We take AATCC 8 rubbing resistance color fastness test standard as an example.
1. Purpose and scope
1-1 This standard is used to determine the extent to which color on colored textile materials is transferred to rubbed white cloth by rubbing. This standard applies to all textile materials, whether by yarn or fabric, whether it is dyed or printed or other coloring methods. This standard is recommended not to be used in felt fabrics or when its printing block is very small printed fabrics, such printed fabrics please use the AATCC 116 test.
1-2 Using white square cotton, can be measured by drying or wetting with water.
1-3 Since washing, dry cleaning, shrinkage, ironing or finishing, etc. will affect the degree of color transfer of raw materials, therefore, we can consider what kind of processing before and after the test, and then make the test.
2. Principle
2-1 A white rubbing cloth is rubbed back and forth on a colored test sample under specified conditions.
2-2 The color transfer to the white rubbing cloth can be determined by comparing it with the color stained gray card or 9 levels of color stained gray.
3. Terminology
3-1 Color Fastness: The ability of a material to resist color change, encompassing both its own color change and staining on adjacent cloth, such may occur during production, testing, storage, and use.
3-2 Rubbing: The transfer of colorant from a colored yarn or fabric to the surface of another fabric in contact with it by the act of rubbing.
4. Security Measures
Note: These safety measures are provided as information only. As an aid to the testing process, it is the responsibility of the operator to perform the experimental procedures safely and correctly. The manufacturer must provide guidance on safety details such as safety data sheets and other manufacturer’s recommendations. All OSHA standards and regulations must also be referenced and followed.
4.1 Good laboratory practices should be followed and protective eyewear should be worn in the laboratory.
5. Instruments and raw materials
5-1 AATCC crock meter.
5-2 Test white cloth: cut into 50mm square samples (requirements as 13-4).
5-3 Grade 9 colored staining ash
5-4 Color staining gray card.
5-4 AATCC white absorbent paper.
5-5 Crock meter specimen holder.
6. Calibration
6-1 Calibration confirmation of the test instrument should be performed periodically and the results should be maintained for a long period of time. The following proper handling practices are important and will prevent erroneous test results, in addition to abnormal friction images that can affect and lead to final ratings.
Notice:
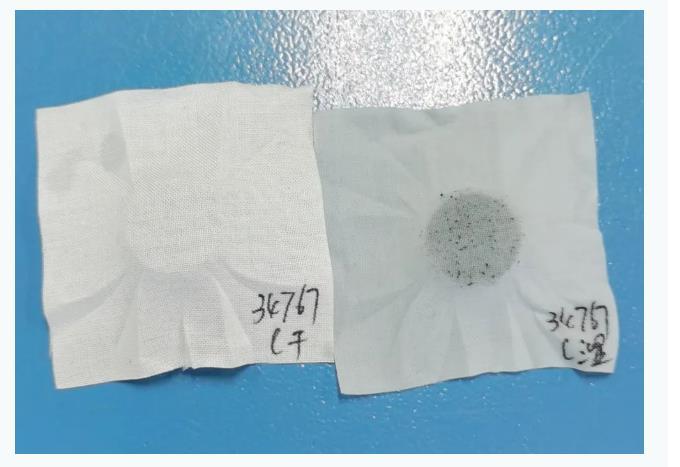
6-2 A fabric with internally known poor rubbing fastness was used as a calibration specimen and 3 dry rubbing tests were done.
6-2-1 The measured rubbing stain image was not very round and the stain was not uniform, which means that the surface of the rubbing head was not flat.
6-2-2 The friction staining image was long and formed an ellipse-like circle indicating that the sample was held by a metal collar.
6-2-3 Friction staining image elongated and accompanied by a strip indicates that the friction white cloth into diagonal clamping, the longitudinal direction should be parallel to the length of the crockmeter clamping.
6-2-4 The edge of the test specimen has scratches, indicating that the position of the metal ring is too low, should be higher to prevent the sample metal ring clamped on the surface of the specimen.
6-2-5 Rubbing color image in the center of a mark, and along the direction of friction, indicating that the metal base below the rubbing instrument specimen is not flat or rolled, a support can be plugged to make the base level.
6-2-6 If a specimen holder is used, place the specimen on the base of the crock meter and then place the holder on the specimen and start the friction test head by the friction handle and move it back and forth to the very front to see if the friction head is touching the edge of the holder.
6-2-7 Confirm the moisture content of the rubbing white cloth (see 9-2).
6-2-8 If the friction sandpaper on the friction base feels smooth to the hand in the friction area for the area next to it or if the specimen slides significantly when placed on it, replace the friction sandpaper promptly.
6-2-9 In the process test, observe whether a strip of color marks appear on the friction image, the specimen is generally placed diagonally (45°) in the longitudinal and latitudinal directions. For diagonal tissue or some raised surface patterns, the rubbing image may show a strip of color marks, then please gently adjust the angle of the specimen.
7. Test specimens
7-1 Generally two specimens are used, one for dry friction fastness and the other for wet friction fastness.
7-1-1 In order to increase the accuracy of the test results, more specimens can be used to take the average.
7-2 Cut the specimen size of 50*130mm, the length direction can also be longer, the length direction of the specimen with the warp direction or the length direction of the cloth into
45 degree angle to the length of the cloth.
7-2-1 When it is necessary to test several times and in the process of finished product testing, larger or whole width specimens can be used without cutting into pieces.
7-3 Yarn sample: It will be pre-woven into a cloth sample of not less than 50*130mm, or it can be wound into a yarn strip of not less than 50*130mm by an appropriately shaped object, and its yarn is in the length direction along the yarn strip, or in other directions.
8. Humidification
8-1 Before the test, the specimen and the friction white cloth are pre-humidified and humidified by referring to ASTM D1776, and the specimen and the friction white cloth are humidified for at least 4 hours under horizontal conditions at a standard environment of 21±1°C and 65±2% relative humidity.
9. Test procedure
9-1 Dry rubbing fastness test.
9-1-1 Friction direction along the length of the specimen, place the friction sandpaper along the length of the base of the friction instrument and place the test specimen on the friction sandpaper.
9-1-2 Place the specimen holder on the specimen to prevent the specimen from sliding.
9-1-3 Place a small square of friction cloth on top of the friction head facing downward, with the longitudinal direction of the cloth parallel to the direction of friction, and a special metal ring over the cloth, noting that the metal ring should not be positioned too low, because it will drag the test specimen.
9-1-4 Put down the friction test head on the specimen, the starting position is to put the friction head in the forefront of the back and forth position, at a rate of one back and forth per second to shake the handle 10 back and forth, so that the friction head in the specimen back and forth a total of 20 times, for electric friction tester, please set and start the instrument 10 back and forth. For other requirements, please refer to the requirements of the number of round trips.
9-1-5 Take out a small square rubbing cloth, wet it according to 8-1, and evaluate it.
9-1-6 For stretched, pilling and brushed specimens, if there are some loose fibers on the rubbing cloth, it will affect the rating. Before rating, use tape paper to stain the extraneous short fibers by gently pressing on the rubbing cloth.

9-2 Wet rubbing fastness
9-2-1 Prepare a square of wet rubbing cloth according to known techniques by first weighing the wet rubbing cloth and then wetting it completely in deionized water. Each time another square of small white cloth can be prepared.
9-2-2 Squeeze the wetted small white cloth through a hand wringer or a convenient device on absorbent paper in order to make the small white cloth have a moisture content of 65±5%.
9-2-3 The moisture of the small white cloth should be prevented from evaporating before the actual friction start test.
9-2-4 Next, test the wet rubbing fastness according to the 9-1 procedure.
9-2-5 Cool dry the square small white cloth in air and adjust the moisture by referring to 8-1 before rating. For stretched, pile and brushed specimens, once there are some loose fibers on the rubbing white cloth will affect the rating, use tape paper to stain the extraneous short fibers by gently pressing on the rubbing white cloth before rating.
10. Rating
10-1 The degree of staining of the square white cloth with the color of the specimen is evaluated by using a grade 9 colored staining card or a staining gray card.
10-2 When evaluating, place three layers of unstained white test cloth on the back of the rubbing cloth.
10-3 Use 9 levels of AATCC color staining card or color staining gray card to evaluate the dry and wet rubbing fastness, respectively.
Level 5: Negligible or no color staining.
Level 4.5: Color staining is equal to level 4-5 of the staining gray card or level 4.5 of the level 9 AATCC color gray card.
Level 4.0: The color staining is equal to level 4-5 of the staining gray card or level 4.0 of the level 9 AATCC color gray card.
Level 3.5: The color staining condition is equal to level 3-4 of the staining gray card or level 3.5 of the level 9 AATCC color gray card.
Level 3.0: The color staining condition is equal to level 3 of the staining gray card or level 3.0 of the level 9 AATCC color gray card.
Level 2.5: The color staining condition is equal to level 2-3 of the staining gray card or level 2.5 of the level 9 AATCC color gray card.
Level 2.0: The color staining condition is equal to level 2 of the staining gray card or level 2.0 of the level 9 AATCC color gray card.
Level 1.5: The color staining condition is equal to level 1-2 of the staining gray card or level 1.5 of the level 9 AATCC color gray card.
Level 1.0: The color staining condition is equal to level 1 of the staining gray card or level 1.0 of the level 9 AATCC color gray card.
10-4 For the same sample when testing multiple specimens, the results will be averaged and accurate to 0.1 level, for the same specimen a group of people to assess can also be averaged and accurate to 0.1 level.
11. Report
11-1 Indicate whether the color fastness is dry or wet rubbing.
11-2 Refer to 10-3 to indicate the number of grades.
11-3 Indicate the closest 0.1 grade with reference to 10-4.
11-4 Indicate whether the rating is based on a stained gray card or a grade 9 color stained card.
11-5 If any pre- treatment or post-treatment was applied to the specimen, indicate the specific method.
12. Accuracy and deviation
13. Note
13-2 Simulating finger and arm movements, the AATCC Fastness to Rubbing Color Tester provides a reciprocal rubbing action.
13-4 The AATCC Rubbing Fastness Tester is set up to move a 16 mm diameter rubbing head reciprocally by a single handle rotation over a distance of 104 ± 3 mm on the specimen with a rubbing head down force of 9 N ± 10% (2 lbs ± 10%).
13-4-1 Square friction small white cloth shall meet the following requirements.
Fiber composition: made of 100% combed cotton fiber of length 10.3~16.8mm by desizing and bleaching, but must not contain fluorescent whitening agents or other finishing aids.
Yarn: 15 tex (40/1 count), 5.9 twists per cm, twist direction “Z”.
Density: Warp and weft density is 33±3 roots/cm.
Weaving method: top and bottom plain.
PH: 7±0.5.
Cloth weight: Blank cloth: 113±5g/m2, finished cloth: 100±3g/m2.
Whiteness: W: 80±2 (Method 110).
13-6 When accidentally damage the friction head, ring or friction sandpaper, please repair it as follows: replace the new friction sandpaper, put the ring on a rod with a smaller diameter than the friction head and bend the ring more loosely or tightly, reinstall the friction head, put a piece of extra-fine emery cloth, and test the friction head by rubbing it back and forth in the same way as the usual test.
How to improve the color fastness of fabrics to rubbing?
First we should know what factors affect the fabric rubbing color fastness.
1.Dye performance
Some water-soluble dyestuff, such as reactive dyestuff, contains excellent water-soluble groups, which is conducive to the dissolution of dyestuff and dyeing in the dyeing process.
However, during the wet rubbing test, the presence of water will cause the reactive dye molecules to have the tendency to dissolve in water away from the fiber, thus reducing the bonding between the reactive dye and the fiber.
Some poorly water-soluble dyes, such as reduction dyes, in the continuous rolling and dyeing process, generally in suspension state mechanically rolled and dyed on the fiber, by reduction vapor, into water-soluble dyes cryptic body dyed in the fiber, and then oxidation, soap cooking, fixed on the fiber, to this, the reduction dye molecules and return to the non-water-soluble state.
Therefore, the reduction dyes dyed fabric because of its dyed dye non-water-soluble quality and make its wet friction fastness is better than the dyed fabric dyed with reactive dyes.
2.Color depth (dye concentration)
In the fabric, pre-treatment and dyeing process are the same conditions, the deeper the color, the higher the concentration of dyestuff, the greater the concentration gradient of dyestuff molecules between the test fabric and friction white cloth, the greater the possibility of dye transfer to white cloth by friction, the poorer the fastness to wet friction.

3.The influence of floating color
The floating color includes the dyestuff that has been hydrolyzed and the dyestuff that has not been hydrolyzed but has reacted with the fiber.
These dyes rely on hydrogen bonding, van der Waals force and fiber attraction together, and the affinity between the fiber is very low, by a small external force can be easily detached from the fabric.
So the floating color is an important factor affecting the wet friction fastness of the fabric.

4.The influence of water quality
If you use harder water to chemical materials, especially solid color liquid, because of the CO32-, OH- and other anions, they react with Ca2+, Mg2+ to generate Ca2CO3, MgCO3 and other insoluble substances.
These insoluble substances and dyes combined together to form a color precipitate and deposited on the surface of the fabric, so that the friction when rubbing greatly increased, resulting in a reduction in wet rubbing fastness.
In addition, Ca2+, Mg2+ can also react with some anions on the dyestuff molecules, transformed into insoluble substances, thus weakening the hydrophilicity of the dyestuff, so that the dyestuff is not easy to dissolve and diffuse, the floating color is not easy to wash off when washing.
5.Fabric structure and surface finish
Fabric structure affects the smoothness of the fabric surface, and the smoothness of the friction test determines the size of the friction force, affecting the friction fastness.
Another important factor affecting the fabric resistance to wet friction fastness is the surface finish of the fabric.
Fiber ends are exposed on the surface of the yarn, thus forming a layer of fuzz on the surface of the fabric.
This layer of fuzz in the dyeing and finishing process, constantly subject to friction, washing, and fabric adhesion has been very poor, and then by external forces, some short fuzz from the fabric and stained to the white cloth.
In actual production, the friction fastness of brushed cloth than mercerized cloth is 0.5 ~ 1 level.

So what we can do to improve the rubbing fastness through which aspects?
1.Choice of blank cloth
The same variety of specifications of the dyeing blank, due to the quality of the yarn, weaving and other factors, will cause the same process conditions of the dyeing fabric with the same difference in friction fastness.
Therefore, it is better to choose the blank fabric with good yarn quality, uniform yarn count and smooth surface.
2.Pre-treatment process
The smoother the surface of the fabric, the higher the wet friction fastness, so the burnishing should be net, and the colored fiber micro-particles should be reduced.
Boiling, bleaching process air pressure, temperature, etc. should be uniform, so that the fabric has uniform wool effect and whiteness, conducive to the diffusion and penetration of dyestuff.
3.Dye selection and dyeing process
Choose the dyestuff with higher lifting power and then less floating color. When it is necessary to color-match, try to choose the same category and the same manufacturer’s dyestuff, and at the same time the matching value of color-matching dyestuff should be similar.
In the process of dyeing solution configuration, soft water should be used as much as possible, and water softeners can be added when appropriate, while some penetrating agents can be added to improve the penetration performance of dyes.
In the dyeing process, the pH value of the fabric should be controlled between 4.0-7.5 to prevent the strong alkali from destroying the bonding force between the dye and the fiber, which will reduce the friction fastness of the fabric.
The soaping process should wash away the floating color as much as possible, which can increase the washing times and water flow.
At this time, neutral detergent should be used to prevent alkaline detergent caused by the dye hydrolysis again.

4.After treatment
In order to improve the rubbing fastness after dyeing, after dyeing, we should carry out solid color post-treatment. There are two types of post-treatment: one is cationic color fixing agent.
The use of relatively large molecular weight of quaternary ammonium salt cations and dye anions combined, closed its water-soluble groups, thereby reducing the water solubility of dyestuff, improve friction fastness, but this often causes sun fastness to reduce.
Another type of wet friction fastness enhancer, mostly polyethylene emulsion and special amino silicone softener, these substances in the fabric surface cross-linked into a film, thereby reducing the friction on the surface of the fabric, to improve the friction fastness.
For more information, you can click here.
